


400热线:4000-8877-29
电 话:0755-89474066
传 真:0755-89474055
手 机:18118780765(朱生)
旺 旺:sztw2002
Skype :tuowei2002
E-mail:2355718800@qq.com
地址:深圳市宝安区福永镇凤凰一工业区兴业二路201号

名称:汽车发动机铝制盖罩制作说明
介绍:
1、编程
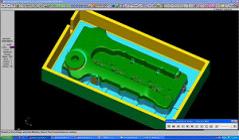
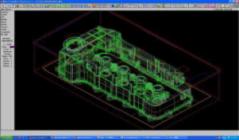
2、加工完正反二面后,不铣外形,让工件与边料连为整体,目的是方便加工侧面的柱子,圆孔以及机油口的位置。


3、CNC加工短方向的柱子以及圆孔;先校平定位工件用百分表来校平;再检验工件是否水平,在边料的上面铣一个“十”字架,深0.5MM长宽匀平分;确定是水平后方可加工。
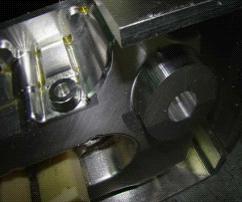
4、火花机加工长方向的孔以及柱子,因工件的长度超过500,而CNC的Z值行程不够500。
5、火花机加工机油口的内表面,(因机油口内表面的结构细小,精度要求高,在CNC机床上难于加工)。用ABS板做二块铺助板夹住工件的边框且在水平放置时能使工件上的机油口的孔是垂直状态,目的是方便为花机加工机油口的内表面。
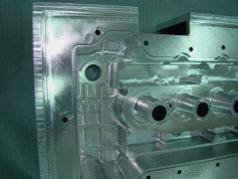

6、CNC加工机油口的外表面,用前面的二板铺助板固定好工件且机油口的方向与机床是垂直状态,先检验工件是否水平,用百分表在机油口位置顶面校正;第二步检验定位后能否同机油口内表面是一致的,方法是在机油口顶面抬高1MM按火花机打出来的圆孔走外形,看是否能接上。一定要校平校正方可加工。


7、铣外形
下一篇:保险杠手板制作工艺





